


联系我们

钢筋笼绕筋机为您介绍
更新时间:2025-02-08 09:35:22 浏览次数:12 公司名称:许昌 建贸机械设备有限公司
| 最小起订 | 1 |
|---|---|
| 质量等级 | 特级 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMRLJ-3000 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3.5t |
| 质保时间 | 一年 |
| 设备名称 | 钢筋笼绕筋机 |
| 型号 | JMRLJ3000型 |
| 加工范围 | 400-3000MM |
| 整机重量 | 3500KG |
| 安装尺寸 | 16*5M |


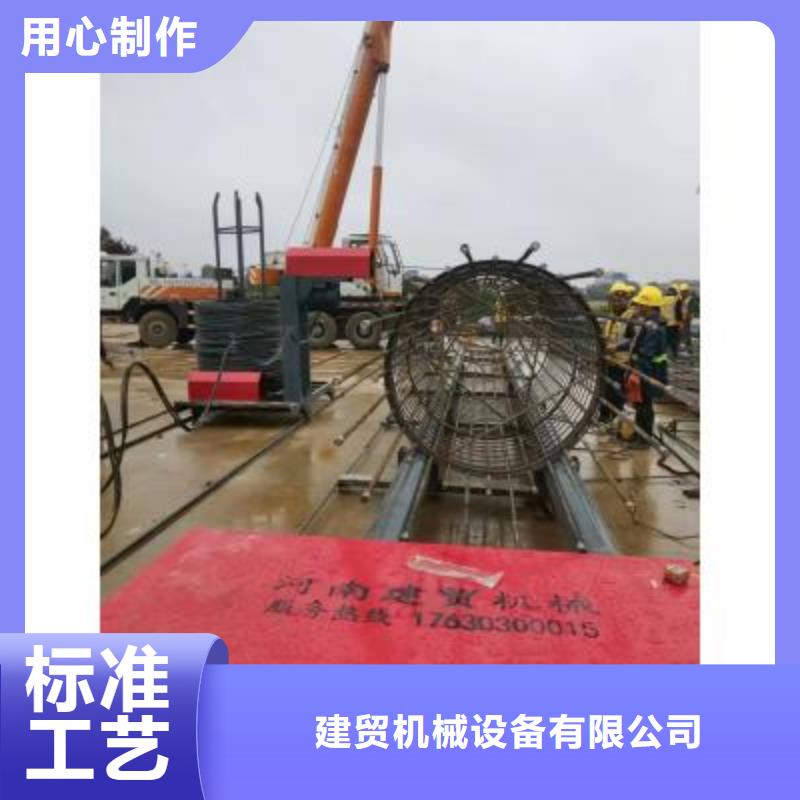
一、邢台钢筋笼绕筋机定义: 邢台钢筋笼绕筋机是一款具有数控的装机用钢筋笼自动化加工装备。钢筋笼滚焊机也有些人称之为钢筋笼成型机、钢筋滚笼机、滚焊机等,其实都是同一款产品。二、邢台钢筋笼绕筋机的工作原理: 根据施工要求,钢筋笼的主筋通过人工穿过固定盘相应模板圆孔至盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定盘及盘转动把绕筋缠绕在主筋上(盘是一边一边后移),同时进行焊接,从而形成产品钢筋笼---这就是钻孔灌注桩钢筋笼滚焊机即“钢筋笼成型机”的工作原理。加强筋设在主筋内侧,并用三角内撑将它加固,在加强筋外侧点焊主筋,主筋与加强筋必须垂直,再绑扎箍筋,钢筋笼的加工,必须严格按照施工设计图和规范要求,配制好主筋的焊接长度为10D(双面焊),但施焊时,由于起落点都不饱满,达不到施工要求,所以焊缝长度易加1CM,接头位置要错开,距离应不少于规范要求。
钢筋笼绕筋机主要技术参数:小钢筋笼直径600mm。大钢筋笼直径:2500mm。用于加工圆形或棱柱形的钢筋笼,长度可以达到30米以上,,直径2.5米。钢筋笼周围为螺旋形焊接箍筋,箍筋间距可以由程序预先设定。本设备具有以下优点:钢筋笼绕筋机适用于高层建筑、高速公路、高速铁路、大型桥梁等工程混凝土结构内主骨架钢筋的弯曲加工能加工直径φ32mm的度螺纹钢。
本机由机械工作部分与电器控制部分组成:
1、机械部分主要由:主驱动系统、拉筋系统、电极系统、液压拖网系统。
1)主驱动系统
由主驱动变频调速电机,驱动主机转动,实现环筋在纵筋上的缠绕,以完成环筋的缠绕过程,同时向焊接控制系统传输焊接信号。

切割时要保证断料的长度准确性直径12mm以下的可用人工切割;直径40mm以下的钢筋可用机械切割。
控制误差应根据图纸和配料单所表示的规格、尺寸控制在规定范围之内。钢筋笼绕筋机
5.钢筋笼焊接制作
施焊前,钢筋的装配与定位应符合下列要求:
首先采用帮条焊时间隙应为2.5mm;采用搭接焊应保证两钢筋的轴线在同一直线上,不得错开搭接焊;帮条与主筋之间用四点定位焊固定,搭接焊时两点固定,定位焊缝应离帮条或搭接端部20mm以上。
施焊时引弧应在帮条或搭接钢筋的一端开始,收弧应在帮条或搭接钢筋端头上,弧坑应填满。多层施焊时, 层焊缝应有足够的熔深。主焊缝与定位焊缝,特别是在定位焊缝的始终端,应熔合良好。

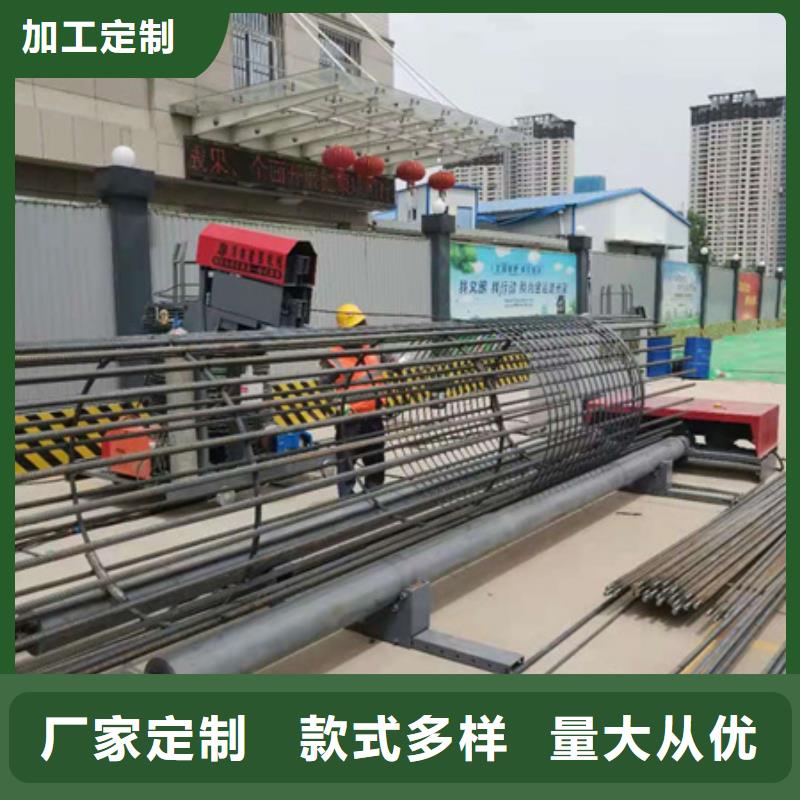
钢筋笼绕筋机钢筋笼滚焊机结构
钢筋笼滚焊机分为:底座、固定车、移动车、分料架、上料架、电动支撑、电控系统、导料架。
钢筋笼滚焊机操作方法
1.上料:人工或用行车将主筋放在支架上,然后启动自动上料装置,将主筋放入分料架内,用行车将盘筋放在放料架上;
2.穿主筋固定主筋:将主筋通过固定旋转盘上的模板孔,再穿入移动旋转盘上的模板孔,并通过移动模板上的夹具将主筋按要求固定;
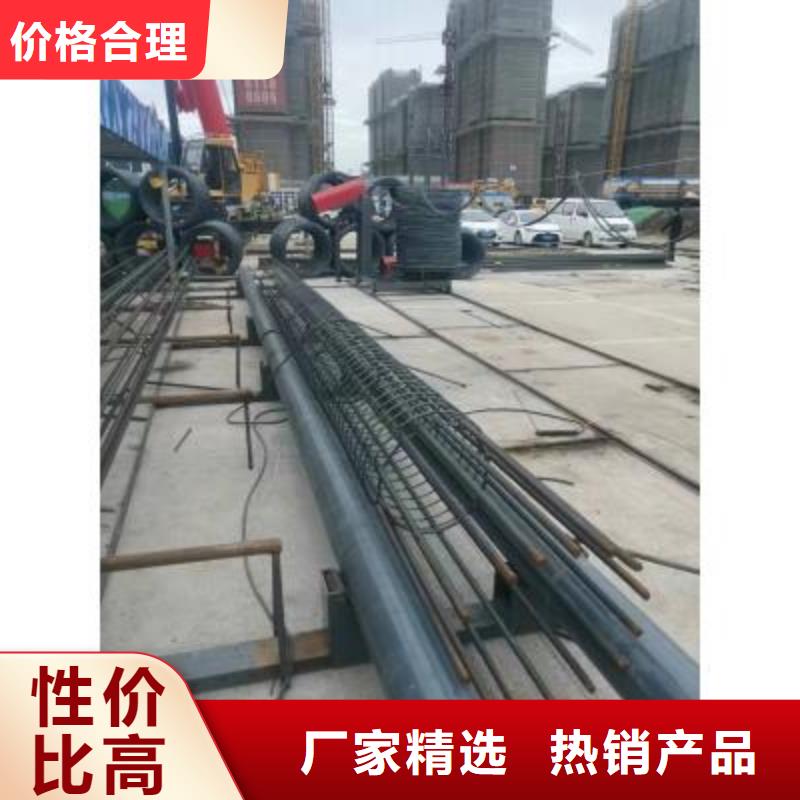
3. 固定箍筋:将箍筋穿过校直装置,然后焊接在主筋上;
4.开始焊接成型:钢筋笼焊接成型,主筋随着旋转盘旋转,同时,移动旋转盘夹紧并拖着往前移动;这时,绕筋也自动缠绕在主筋上;绕筋间距通过预先设定好的旋转和前移的速度比值实现;
 邢台钢筋笼绕筋机为您介绍
<邢台>建贸机械设备有限公司
邢台钢筋笼绕筋机为您介绍
<邢台>建贸机械设备有限公司
钢筋笼绕筋机5.行走焊接及支撑举升:旋转盘带动主筋旋转向前行走,缠绕筋随主筋缠绕,边走时人工将缠绕筋点焊在主筋上。走到一定距离后, 个支撑向上抬起,支撑钢筋笼,防止钢筋笼因自重而,再不断向前行走,后面的支撑逐步抬起;
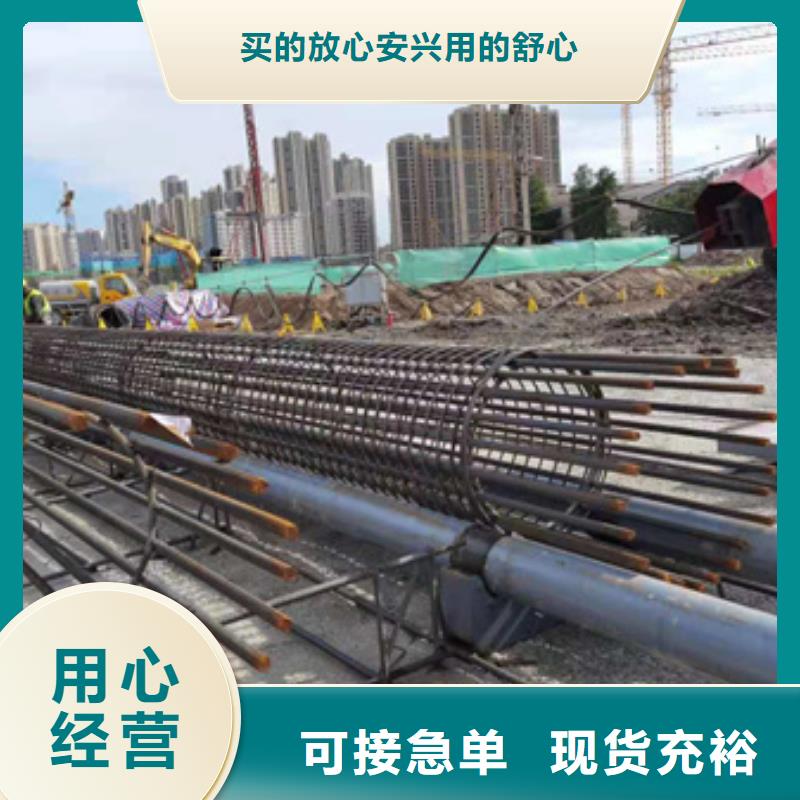
6.焊接完成:当移动旋转盘带动半成品钢筋笼运动快脱离固定盘时,终止焊接,切断缠绕筋,钢筋笼在移动旋转盘的带动下继续向前移动,脱离固定旋转盘。端部离开固定旋车盘的工作平台后停止,然后松开移动旋转盘上固定主筋的螺栓,移动旋转盘继续前移,钢筋笼脱开移动旋转盘;
7.卸笼:钢筋笼和移动旋转盘分离后,支撑一齐平稳下降,然后将钢筋笼吊出(或者从支撑中滚出来);
8.移动盘回位:钢筋笼吊走后,移动盘复位,进入下一个循环的生产。